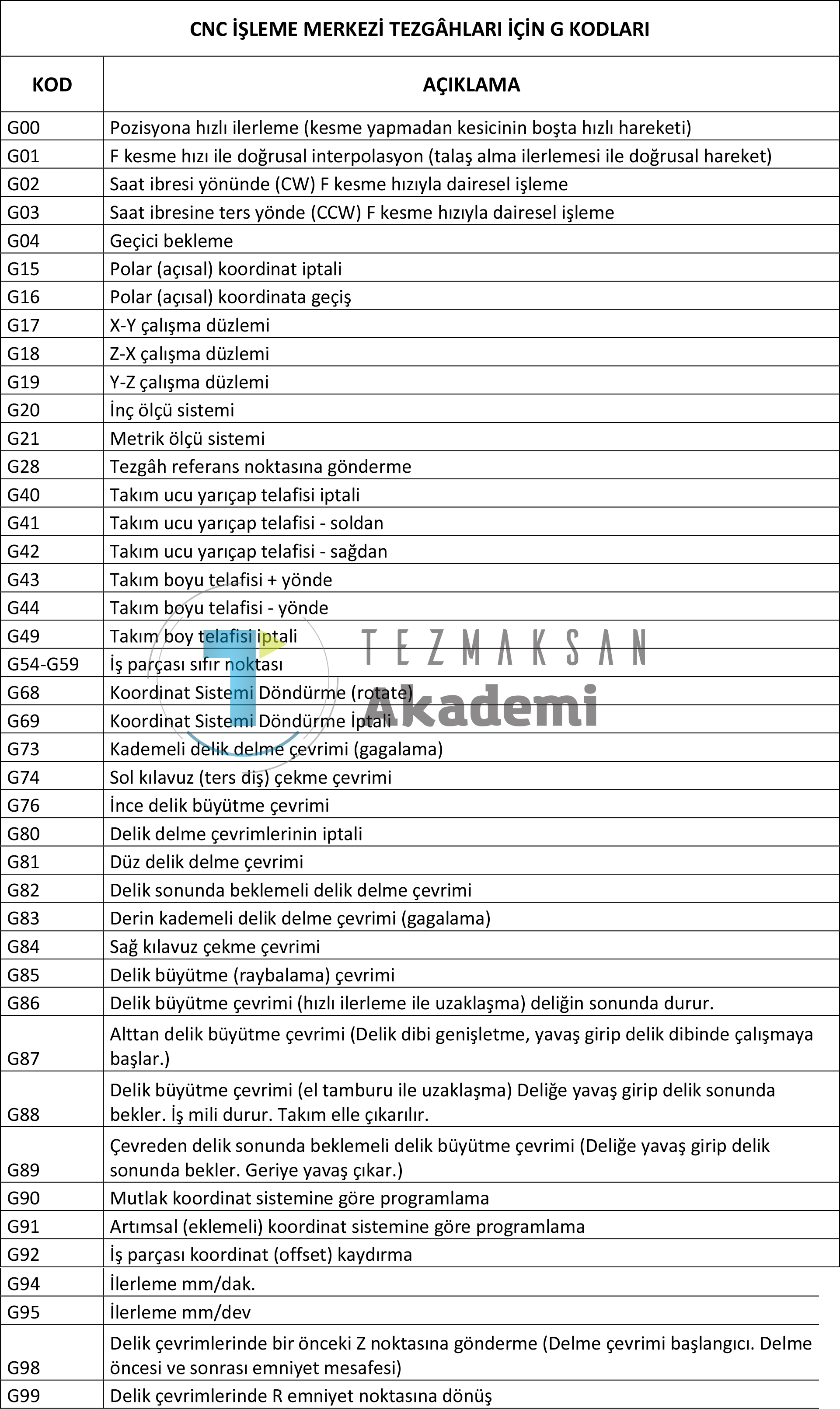
CNC işleme merkezi programlarının yazımında kullanılan M kodları Tablo - 5' te gösterildiği gibidir. Bu kodlar M harfi ve bunu takip eden 2 haneli rakamlardan oluşup M00 - M99 arasındadır. CNC işleme merkezi programlarının yazımında kullanılan G kodlarının en çok kullanılanları Tablo - 4' de verilmiştir. M kodları, CNC torna programlarının yazımında kullanılan yardımcı fonksiyon kodlarıdır Bu kodlar kesme işlemini kolaylaştıran kodlar olup aynı satırda iki M kodu kullanılmaz. M harfi ve bunu takip eden 2 haneli rakamlardan oluşur. G-M Kodlarına Bu Sayfadan Ulaşabilirsiniz: CNC Torna Tezgahı G Kodları
program Tropikal Parti cnc torna m kodları Mançurya Ücret kombinezon
CNC program kodları ve anlamları Hüseyin Sümer 28 Mayıs 2018 0 Comments CNC, CNC işleme merkezi kodları, CNC kodları, CNC programla, CNC programlama, CNC torna kodları, G kod açıklamaları, G kod anlamaları, G kodları, M kodları T.C. M.E.B. ÖZEL ATILIM BİLKEY BİLİŞİM KURSU [CNC Freze-Torna Programlama Kursu] www.bilkey.com.tr Sayfa 4 M27 2. C ekseni frezeleme mil seçimi T M28 3. C ekseni frezeleme mil seçimi T M29 4. C ekseni frezeleme mil seçimi T M29 Kılavuz çekme (rigit tapping) Kılavuz tutucusuz T M30 Program sonu ve başlangıca dönüş F T M34 Boşaltıcı ileri T CNC Programlama Kodları; Kullanım Talimatları; CNC Torna Tezgahı G ve M Kodları; CNC İşleme Merkezi G ve M Kodları; G76 Çevrimi İle Diş Çekme Programları; CNC İşleme Merkezi Bakımları Nasıl Yapılır? Hata Kodları; Servis Merkezleri; Genel CNC Makine Kurulum Bilgileri; Güvenlik Uyarıları; CNC Tezgâhlarında Elektrik, Hava. G80G0Z200 G91X0Y0 M30; G82 geçici bekleme zamanlı delik delme G82 kodu verildiğinde tezgah verilen değer ve F hızında delme G81 gibi delme işlemi yapar. G81 'den farkı ise delik sonunda verilrn süre kadar beklemesidir. bu süre programa P harfi ile yazılır ve birimi mili saniyedir. Proğram başlangıcı ise G82 X..Y..Z..R.P..F.. G80 komutu kapatır.
CNC DİŞ AÇMA TEZGÂHI Huawin Precision
Sol diş çekme (özel tutuçu ile) G74.1: Sol diş çekme (rigid tapping) G74.2: Sol diş çekme (rigid tapping) ön hazırlık: G75: Sağa diş çekme (kendi kendini ters saran tutucu ile) G76: Finiş baralama döngüsü: G80: Tüm döngülerin İptali: G81: Punta delme döngüsü: G82: Ters baralama döngüsü: G83: Derin delik delme. 5 Eksen kılavuz çekme çevrimi: G165: 09: 5 Eksen delik işleme çevrimi: G166: 09: 5 Eksen delik delme ve durma çevrimi: G169: 09: 5 Eksen delik işleme ve bekleme çevrimi: G174: 00: CCW dik olmayan rijit lavuz çekme: G184: 00: CW dik olmayan rijit kılauz çekme: G187: 00: Düzgünlük seviyesinin ayarlanması: G188: 00: Programı PST. CNC G ve M Kodları Tamamı - Genel Kullanılan Kodlar CNC Programlamada kullanılan kodlar. Çoğu yerde kodların yanlış şekilde anlamı verilen ya da tam karşılığı verilmemiş anlamsız çevirilere rast gelebilirsiniz. Bu kodlar anlayacağınız tarzda. G00 Hızlı hareket G01 Doğrusal ilerleme, Kesme ilerlemesi G02 Saat yönünde dairesel hareket CW CNC İŞLEME MERKEZİ G VE M KODLARI G Kodları (Gnn) CNC işleme merkezi programlarının yazımında kullanılan G kodlarının en çok kullanılanları aşağıda verilmiştir. Bu kodlar tıpkı CNC torna tezgahlarında olduğu gibi G harfi ve bunu takip eden iki haneli rakamlardan oluşup G00 - G99 arasındadır GOO - GO : Kesici takımın boşta hızlı hareketi

CNC Kodları ve Anlamları Cermak Kalıp
Sinumerik 828D/840Dsl Freze Eğitim Dökümanı. Sinumerik 828D/840Dsl Freze Eğitim dökümanını indirmek için, "İndir" alanına tıklayınız. DAHA FAZLASI. Cam ile çok eksenli makina,CNC 5 eksen, CNC torna operatör, CNC dik işleme, CNC tel erezyon, CNC Kayar otomat eğitimlere ait dökümanları buradan inceleyebilirsiniz. Bu kodlar şu şekilde sıralanabilir: G00: Pozisyona hızlı bir şekilde ilerleme G01: Kesici takımın iş parçası ile temas halindeyken talaş kaldırarak yapılan işler G02: Saat ibresi yönünde (CW) dairesel interpolasyon sağlayan opsiyon G03: Saat ibresine ters yönde (CCW) dairesel interpolasyon sağlamaya yarayan kod
CNC işleme merkezlerinde klavuz ( diş) çekme işlemlerini G84 komutu ile uygularız. Belirtilen R (güvenlik) noktasına kesme ilerlemesi ile dönerek gider. İstenirse G98 komutu ile R noktasına daha hızlı gider. Diş çekmede F (ilerleme) değerini bulmak için F=SxHatve Örneğin: S200 ve hatve (adım) 1,5 ise F=300 olur. CNC İşleme Merkezinde G84 Sağ Kılavuz Çekme. G84 çevrimi normal (Sağ diş) kılavuz açma işlemleri için kullanılır. Kılavuz saat ibresinin yönünde dönerek belirlenen ilerleme değerinde diş açar. Hedef derinliğe ulaştığında P değerinde tezgâh mili durur, bekler ve ters yönde dönerek aynı ilerleme hızında geri.
Interes să justifice gripă cnc programlama nedir Romantism Potenţial Curcubeu
Cnc torna tezgahlarında parça işlemek için kullanılam G ve M kodları aşağıda tam liste olarak yer almaktadır. G-KODLARI #G00 - Pozisyonlama (Boşta hızlı ilerleme) G01 - Doğrusal kesme hareketi G02 - Dairesel kesme hareketi (Saat yönünde, CW) G03 - Dairesel kesme hareketi (Saat yönünün tersi, CCW) G04 - Bekleme G20 - Veri Girişi (inch) CNC İşleme Merkezleri için G Kodları Listesi Armada Blog 14 Ağustos 2020 CAM, HYPERMILL G kodları ilk olarak 1960 larda Electronics Industry Association ( Elektronil Endüstri Birliği ) tarafından oluşturuldu. RS-274D olarak resmen duyurulsa da herkes G kodu olarak bilmektedir.
